什么是淬火过程 - 常见的淬火介质
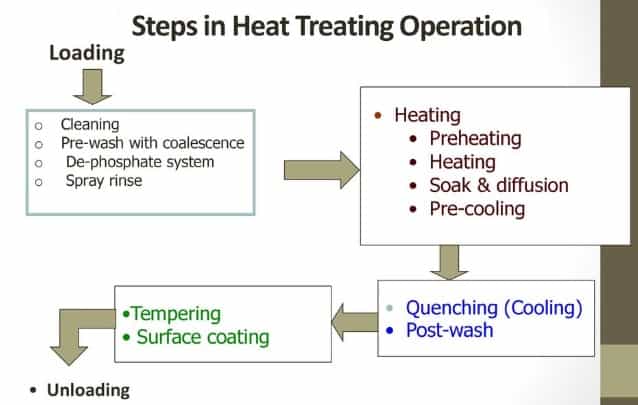
淬火过程:
在钢的硬化中,通过使物体的热表面具有一些冷却材料,可以获得快速冷却速率,其可以使其可以气态,液体或固体来获得。该操作称为淬火,并且包括通过液体,水或其他液体浸泡的液体冷却的方法,例如盐水,水,聚合物淬火剂,盐浴,在板之间的冷却。

然而,冷却的速率(传热的速度从身体热金属淬火介质)取决于对象的截面尺寸,其温度,其热性能,其表面的条件至于氧化膜的性质和程度的粗糙度,初始温度的冷却剂,其沸点,冷却剂的比热,蒸发潜热,其蒸汽的比热,其导热性,其粘度和其通过浸入物体的速度。
在考虑常用冷却剂的冷却特性之前,研究一下加热的钢铁物体(比如840°C)被放入一个固定的冷水浴中会发生什么,可能是有利的。
而不是在整个淬火过程中显示恒定的冷却速率,但冷却曲线显示三个阶段:
A阶段 - 蒸气毯阶段:
淬火开始后,由于金属处于高温,淬火冷却液立即蒸发,并在物体表面形成连续的蒸汽毯。
现在没有液体与金属表面接触,热从热表面非常缓慢地通过辐射和传导通过水蒸汽层到液-气界面。由于蒸汽膜是较差的热导体,因此冷却速度相对较慢。在大多数淬火操作中,锡段是不可取的。
B阶段-间歇接触阶段(液体沸腾阶段):
在该阶段,作为蒸发的热量,如陡斜率所示,在该阶段非常快地去除热量。在该阶段,蒸汽覆盖物间歇地破裂,使冷却剂在一个瞬间与热表面接触,但很快被蒸汽气泡的剧烈沸腾动作推开。气泡通过对流电流承载,并且液体再次接触金属。
在这一阶段的快速冷却很快使表面低于淬火介质的沸点。蒸发就停止了。第二阶段对应的温度范围为100°C至500°C,其中奥氏体状态的钢转变最为迅速(≈CCT曲线的前端)。因此,这一阶段的冷却速度对钢的硬化非常重要。
C级-直接接触级(液冷级):
当物体表面的温度降到沸点或低于淬火介质时,这一阶段就开始了。水蒸气不会形成。冷却是由于液体的对流和传导。这一阶段的冷却速度最低。
一些常见的淬火介质是:
1.水:
水可能是最古老和仍然是最流行的淬火介质,满足低成本、普遍可用、易于操作和安全的要求。随着温度的升高,冷却特性的变化比油大,特别是当温度超过60℃时,由于汽毯阶段的增加,冷却能力迅速下降。最佳冷却功率是水在20-40°C之间。
水的冷却功率在盐水和油之间。虽然,水在曲线的鼻子附近提供了高冷却功率,以避免转变为珠光体,或贝氏体,但是如表6.11所示的水的最大缺点是,在马氏体形成的温度范围内冷却率高。在该阶段,钢在结构应力和热应力的影响下,增加的效果增加了裂缝形成的风险。
2.盐水:
氯化钠水溶液约10%(重量)在工业上广泛使用,称为卤水。它们提供了介于水和10% NaOH水溶液之间的冷却速度。它们对器具有腐蚀性,但对工人没有危险,就像腐蚀性溶液一样。
卤水、苛性钠溶液或水溶液的更高效率解释为:在卤水或苛性钠中,溶液在热钢表面的加热导致氯化钠/氢氧化钠晶体沉积在热钢表面。这种固体晶体薄膜以轻微的爆炸暴力破坏,并抛出一团晶体云。
3.氢氧化钠溶液:
通常在水中加入10%(重量)氢氧化钠。这些溶液以钢的快速速率提取热量,即将其浸入冷却剂中的那一刻,并且不显示水的初始时期(''阶段)的水。因此,这些是有用的,其中需要过量的冷却速率由水浴给出的那些。
4.油:
油作为一个整体,冷却速度介于40°C的水和90°C的水之间。在淬火油中,使用动物油、植物油或矿物油,或两种或两种以上品种的混合物,可产生相当大的变化。油的蒸汽压力特别重要,因为它决定了热钢表面产生的油蒸汽膜的厚度,从而限制了热量的排出速度。然而,通常使用的油有高沸点。
与水或盐水相比,油的淬火能力要低得多(最大冷却速率约为600°C),在马氏体形成范围内相对较慢,后者最大限度地降低了形成裂纹的危险。在钢的CCT曲线的前端附近的冷却功率可以通过大力搅拌槽或部件来增加。
5.乳剂(水和油):
在后期阶段(在M年代- M.f温度范围)导致乳液 - 水和“水溶性”油混合物的不同比例的开发。90%油和10%水的乳液导致具有较低的性能 - 冷却速率。90%水和10%油的乳液也不如油,因为当马氏体形式时,它的冷却速度快于300℃约为300℃ - 这会增加扭曲和破裂的危险。
6.聚合物淬火剂:
这些是冷却剂领域的新进入者,其接近理想淬火介质(6.3)即,迅速将钢冷却至m年代温度,然后在马氏体成形时慢慢缓慢。
这些合成的淬火剂是高分子量的有机化学品,通常是聚烷基乙二醇基或聚乙烯醇基,但通常前者是更常用的淬火剂。这些都是水溶性物质,因此,通过改变有机添加剂的浓度可以得到冷却速度大不相同的淬灭剂。在未合金钢淬火时,添加5%的淬火剂可在60℃下获得与水相似的表面硬度,开裂的危险最小。添加15%添加剂的淬火剂具有与无火灾危险的油相同的冷却性能。
7.盐浴:
对于截面不大、淬透性好的钢,盐浴是理想的淬火介质。表6.12给出了盐的一些组成和每种混合物的有效温度范围。建议在盐浴中保持时间为2-4分钟/厘米的切片厚度,较轻的切片时间较短。100%纳米浴3.是400 - 600°C。冷却能力到400°C左右是高的,然后随着钢的温度继续下降而降低。
因此,降低镀液温度,搅拌越大,冷却能力越好。如果被污染,浴槽的冷却效率就会降低。浴槽的搅拌使杂质悬浮,使其附着在被冷却的部件上,减少了传热。在盐浴中加入0.3- 0.5%的水,使盐浴表面不断产生蒸汽,几乎使冷却能力增加一倍。
8.空气:
如果钢具有高淬透性,例如高合金钢(如空气淬硬钢),也可以使用压缩空气或静空气;或低合金钢的轻型材。由于空气冷却速度较慢且更均匀,变形的危险可以忽略不计。钢在冷却过程中表面总是会氧化。
9.气体:
在这些气体中,氢和氦的冷却效率更高,但氮通常用于热加工钢和高速钢,因为使用氢和氦可能会爆炸,成本很高。
气体淬火可使大截面、复杂形状和不同截面厚度的零件冷却更均匀,从而获得更均匀的力学性能。破裂或变形的危险最小。快速流动的气流在气室中直接与奥氏体钢件相遇,迅速散热。
10.流化床:
它由蒸馏釜中的氧化铝颗粒组成,由连续向上吹过蒸馏釜底部的气体流化。这些粒子像流体一样运动。使用氮气会产生惰性气氛。
主要用于高合金冷加工钢、热加工钢、高速钢、空气淬硬钢等的淬火。流化床冷却比水或油慢,比熔盐冷却慢10%,但明显快于空气。流化床可以在任何低温下运行。不残留在零件上,不需要后期处理。没有烟雾,没有污染的危害。