表的内容
什么是氮化 - 过程,优势和缺点
介绍氮化:
氮化是一种含有氮气在低温下富含固体钢表面的壳化过程,通常在500-575℃(即,下方)的范围内1),当钢是铁素体的时候。
一般有两种类型的氮化工艺:
1.适用于含强氮化元素的合金钢。(硬氮化)
2.用于非合金低碳钢。(软氮化)
通常,术语“氮化”的定义是氮化(合金)钢(也称为nitralloy)的气体氮化的同义词,即,它被理解为通过在NH大气中加热使固态钢表面的氮浓缩3.根据所需的壳体深度,通常在500-575℃的温度范围内的温度范围为48至96小时。现在 - 日期,氮化也在其他媒体中进行。氮化温度下的钢具有可正常组成的铁素体和碳化物的微观结构。
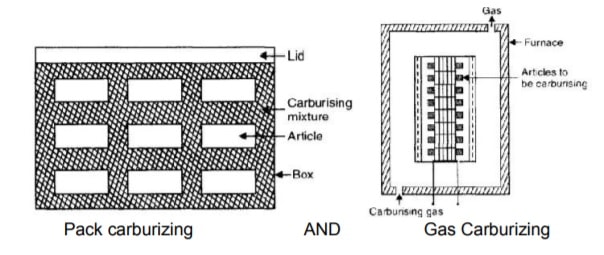
阅读更多 :渗碳工艺类型渗碳热处理工艺
在北半球3.离解在钢表面产生原子氮,在那里被吸收,然后扩散到内部。N与合金溶质原子(主要是Al、Cr、Mo)相互作用,在铁素体中形成细小、密集且分散均匀的共相合金氮化物沉淀颗粒。位错似乎是这些氮化微粒成核所必需的,因此,位错的产生为成核提供了更多的位置。
氮化的主要原因:
1.获得高表面硬度,耐磨性和抗抗原性能。获得的硬度高于通过碳烧制获得的高度。可以获得硬度HRC 62-67甚至71。
2.改善疲劳性能。
3.提高大气,水,蒸汽等的耐腐蚀性(不锈钢除外)。
4.具有良好的高温(达到氮化温度≈550℃)性质。随着情况的高耐力耐高采烈,它在高温下保持高硬度。
5.无淬火裂纹和变形的危险,即尺寸稳定性高。氮化后不需要其他热处理。
在氮化之前的操作:
通常在氮化之前要做几个操作:
1.硬化和回火:
氮化钢在高温下总是硬化和回火,以增加核心的强度和韧性。回火温度高于氮化温度的30°,通常为600-675℃。钢铁现在有索里塞结构,也适合加工。
2.最后的加工:
在氮化过程中,所有的机加工操作都给出了最终的尺寸,在所有区域保持0.03毫米到0.05毫米的紧密公差。如果可能,尖角应该四舍五入。如果已经进行了重加工,零件可以通过550-570°C加热2-4小时来消除应力。然后进行最后的精加工。氮化处理后不进行加工。
3.选择性氮化:
在不需要氮化的区域涂上一层薄锡(0.01-0.15毫米厚),铜或镍或水玻璃。表面张力使熔化的锡在氮化过程中粘在零件上。铜(电解沉积)也经常使用。
4.然后,按要求进行氮化处理。
5.Finish-lapping就完成了。
氮化过程:
铁氮平衡图(图8.35)可用于研究氮化过程。在常用的氮化温度(低于590°)中,氮气溶于α-熨斗,仅为0.1%(称为氮铁)。当溶解在α-铁中的氮超过0.1%时,在温度下稳定下一相时,即形成γ' - 氮化物(固溶体)。当氮含量超过约6%时,形成ε-氮化物(固溶体)。
氮化的优点和缺点:
1.案例深度:
盐浴氮化通常限制为4小时,因为孔的密度随时间增加。气体氮化不受限制,但通常不超过90-9小时的实际合理时间。因此,当需要大于可以用盐浴氮化获得的深度,完成气体氮化。
2.时间:
与厚度约为0.1 mm(硬度为400 VPN的钢)相比,盐浴比气体氮化需要约2小时的时间。
3.尺寸变形在两种情况下相同(对于相同的情况深度),但由于盐浴氮化组分是水或燃油淬火的,因此额外的应力导致形状的变化,而不是在气体氮化下获得的额外。
4.耐磨性:
除非在氮化气氛中加入碳氢化合物以得到相同数量的ε -碳氮,否则盐浴氮化会比气体氮化产生更高含量的e-碳氮。ε -碳氮化物含量越高,耐磨性越好,磨损风险越低。
5.韧性:
通过盐浴氮化氮化壳的韧性不如通过在盐浴氮化后进行的快速猝灭而通过气体氮化而获得的韧性。
6.清洁:
气体 - 氮化比盐浴氮化尤其是使用氰化物盐的相关问题。即使用盐浴观察所有预防措施,总会存在危险。
7。对于较小的情况下,盐浴氮化是便宜的,因为它需要较少的时间。
缺点:
1.设备复杂,需要更严密的控制。
2.工艺参数必须严格控制。
3.初始设备成本高。
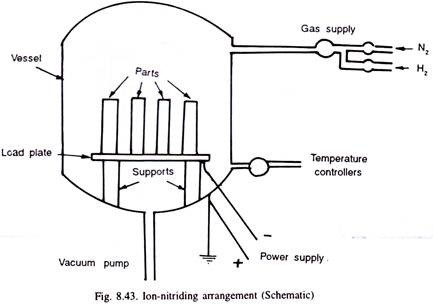
4.不同形状和尺寸的零件不能一起进行离子氮化。
5.需要高技能的人员。