表的内容
压缩成型工艺-优点和缺点
压缩成型是一种众所周知的技术,以开发各种复合材料产品。它是一种高压应用的封闭成型工艺。在这种方法中,如图1所示,使用两个匹配的金属模具制作复合产品。在压铸机中,底板是固定的,上板是可移动的。钢筋和基体放置在金属模具中,整个组件保持在压缩模具之间。根据复合材料的要求加热加压一段时间。置于成型板之间的材料在压力和热量的作用下流动,获得了模具型腔的形状,其尺寸精度取决于模具的设计。复合材料的固化既可以在室温下进行,也可以在一定温度下进行。固化后打开模具,取出复合制品进行进一步加工。
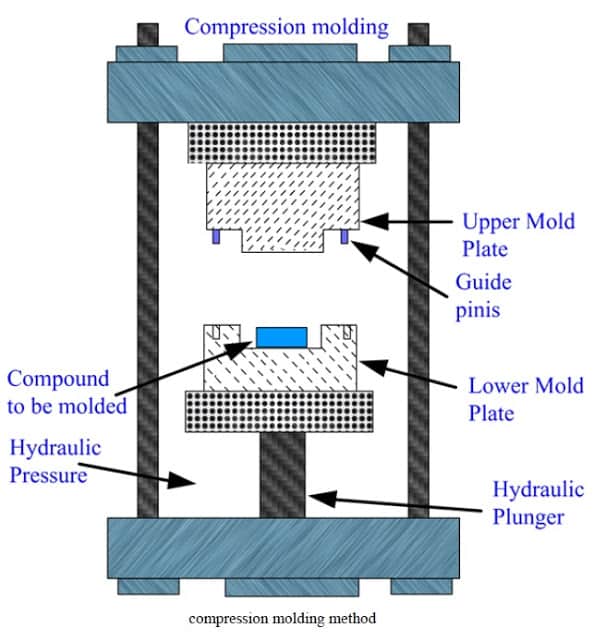
从原理上讲,模压成型机是一种具有上下两半模压机的垂直方向的压力机。通常,液压机构用于压力应用在压缩成型。

在压缩成型方法中控制参数,以发展优越的和期望的性能的复合材料如图所示。模型的所有三个维度(压力、温度和应用时间)都是至关重要的,必须进行有效优化,以实现定制复合材料产品,因为模型的每个维度都同等重要。如果施加的压力不够,会导致纤维与基体的界面粘附性差。如果压力过高,可能会导致纤维断裂,从复合体系中排出足够的树脂。如果温度过高,可能会改变纤维和基体的性能。如果温度低于预期,纤维可能不会得到适当的湿润,因为聚合物的高粘度,特别是热塑性塑料。如果应用这些因素(压力和温度)的时间不够(高或低),它可能会导致任何与不足的压力或温度相关的缺陷。其他制造因素,如模具壁加热、板材两匹配板的闭合速度、脱模时间等也会影响生产过程。
应用程序:
1.该方法同样适用于热固性和热塑性聚合物基
复合材料。
2.广泛的应用范围从厨房用品到汽车、玩具、电子产品和飞机部件。
3.典型产品包括汽车面板,屋顶,生命门,电池托盘,挡边板,罩,保险杠,扰流板,空气导流板家具厨房碗和托盘,餐具,按钮,大型容器,娱乐车辆车身面板,医疗设备(超声波设备)。
压缩成型工艺的优点
1.模具循环时间在几分钟内,生产速度高。
2.可以获得不同质地和造型的良好表面光洁度。
3.采用压缩成型工艺,零件均匀度高。
4.零件设计具有良好的灵活性。
5.额外的功能,如插入,老板和附件可以塑造在期间
处理。
6.原材料损耗最小。
7.维护成本低。
8.残余应力在模压构件中是不存在或可以忽略的。
9.减少了产品的扭曲和收缩,因此尺寸精度好。
压缩成型工艺的缺点
1.由于机械和零部件价格昂贵,初期资金投入与之相关
压缩成型是高的。
2.该工艺适用于大批量生产。这是不经济的
少量的部件或用于创建应用程序原型。
3.这是一个劳动密集型过程。
4.有时需要对产品进行二次加工(修边、机加工)
压缩成型。
5.有时分型线不均匀。
6.模具深度有限制。