传递成型-工作,优点和缺点
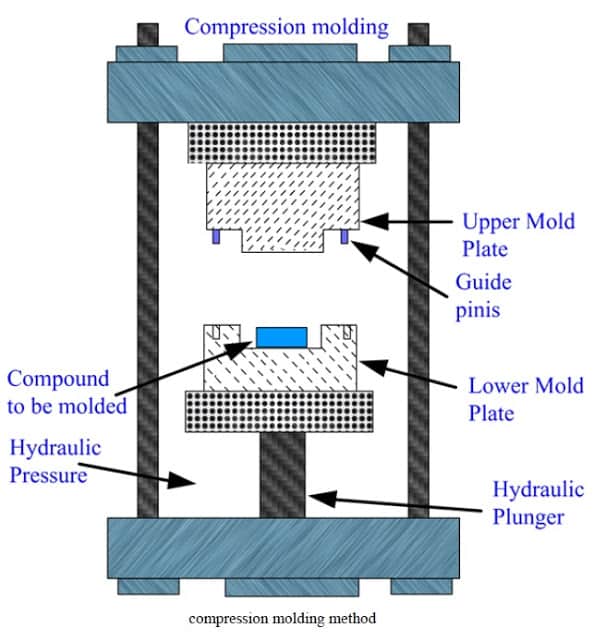
传递成型工艺结合了聚合物电荷的压缩和传递原理。在传递成型过程中,聚合物料从传递罐转移到模具中。模具冷却,成型部件弹出。给出了传递成型工艺的原理图
如图
在这个过程中,所需要的聚合物电荷量被加重,并在成型过程之前插入转移罐。所述加热元件加热所述转移罐,加热温度高于所述聚合物炉料的熔化温度。液料由重力通过浇口充填到模具型腔。一个“活塞和气缸”的安排是建立在转移罐,使树脂被喷射到模具腔通过浇口。柱塞也在转移罐中预热,柱塞用于将液体聚合物料在压力下从转移罐中推入模具型腔。当聚合物电荷被插入时,模具型腔保持关闭状态。
模具型腔关闭,直到树脂固化。模具型腔被打开,成型的零件一旦在顶销的帮助下硬化,就可以被取出。附在成型零件上的浇口和浇口必须在工艺完成后修整。
这是用于大规模生产的。它的生产周期短,公差小,可以实现更复杂的零件。它会产生更多的废料;因此,它是更昂贵的过程。模具型腔可由金属如铝或钢制成
更大的生产。
工艺参数
- 加热时间
- 炉料的熔化温度
- 施加压力
- 冷却时间
材料
一般热固性塑料(如环氧树脂、聚酯、酚醛、乙烯基酯、硅酮等)采用传递成型工艺加工,但某些热塑性材料也可以加工。
应用程序
该工艺广泛用于封装集成电路、插头、连接器、针脚、线圈和螺柱等物品。适用于将陶瓷或金属镶件置于模腔内成型。当被加热的聚合物填充模具时,它就与镶件形成粘结表面。传递成型还用于制造广播电视柜和汽车车身外壳。
优势
- 快速的设置时间和较低的设置成本
- 低维护成本
- 可以制造带有金属镶件的塑料件
- 设计的灵活性
- 在尺寸上稳定
- 零件厚度均匀
- 大的产量
劣势:
- 浪费的材料
- 生产速度低于注塑成型
- 空气会被困在霉菌中