挤压的种类和挤压的优点
挤出工艺介绍
挤压是将金属封闭在一个封闭的腔室中使其承受塑性流动的过程,在该腔室中唯一提供的开口是通过模具。通常对材料进行处理,使其能以足够快的速度进行塑性变形,并能从模具的孔中挤出。在此过程中,金属假定在模具中提供的开口,并以与模具开口相同横截面的长条出来。顺便说一下,生产出来的金属带会有纵向的晶粒流动。
挤压工艺最常用于制造固体和空心部分的有色金属和合金,如铝、铝镁合金、镁及其合金、铜、黄铜和青铜等。然而,一些钢铁产品也是通过挤压生产的。要挤压的坯体或材料处于铸锭或钢坯的形状。挤压可以热挤压,也可以冷挤压。挤压产品的截面变化很大。其中一些部分如图所示。

挤出工艺的一些优点如下:
(i)通过挤压工艺可以生产的零件的复杂性和范围非常大。模具相对简单,易于制造。
(ii)挤出过程只需一次完成。这不是在轧制的情况下,在挤压的减少量是非常大的确实。挤出工艺可以很容易地实现自动化。
(iii)大直径、空心产品、薄壁管等,采用挤压工艺易于生产。
(iv)良好的表面光洁度和良好的尺寸和几何精度是挤压产品的标志。这是滚动所不能比拟的。
挤压所需的压力取决于材料的强度和挤压温度。如果材料热,它就会减少。它还将取决于所需截面的减少量和挤出速度。挤压速度是有限制的。如果高速挤压,金属可能会开裂。所需的横截面积的减少也称为“挤压比”。这也是有限制的。对于热挤压的钢,这个比例不应超过40:1,但对于热挤压的铝,它可以高达400:1。
挤压过程
挤出工艺可分为以下几种:
(一)热挤压
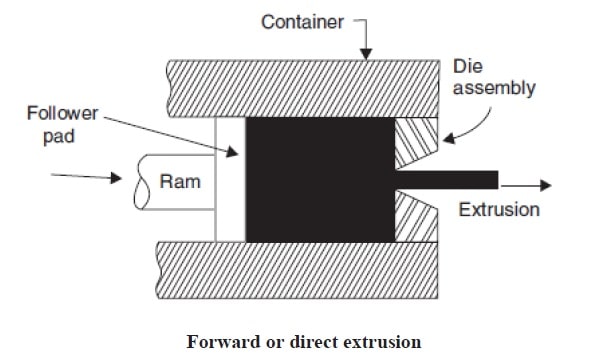
(i)向前或直接挤压。
(ii)反向或间接挤压。
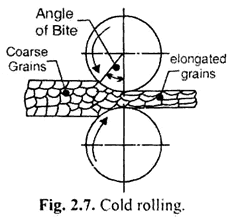
(B)冷挤压
(我)妓女挤压。
(2)静液压挤压。
(3)冲击挤压。
(iv)冷挤压锻造。