静压挤压-优点和缺点
静液压挤压
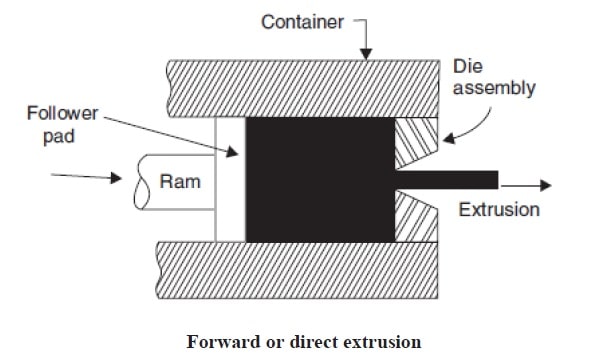
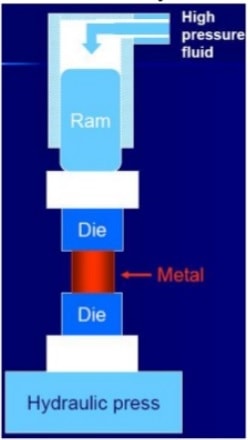
在静压挤压中,工件被密封在密封腔内,周围被加压液体包围。静液挤压实际上是直接挤压的一种形式。通过冲击器产生的力使液体加压。液体对工作钢坯的所有表面施加压力。当滑块向前移动时,来自不可压缩流体的力推动功通过模具,挤压金属部分。
通过这个过程制造的一个关键方面是设置。金属工作钢坯必须首先锥度,以适应通过模具开口,从而创造一个密封。这是在加入液体之前做的,以防止泄漏。由于液体处于巨大的压力下,这种锥度必须非常精确,才能形成牢固的粘结。许多不同的形状可以通过这种工艺制造,使用各种各样的材料。来自各个方向的液体压力也大大降低了工件屈曲的机会。
更多关于Extrusion的文章:

静压挤压可以在室温或高温下进行,这取决于制造工艺。当加热时,液体将使工作免受容器和工作材料之间的热梯度的影响。
该过程的一种高级变体称为流体对流体挤压。这个过程基本上是相同的,除了部分被挤压到第二个腔室也含有加压液体。第二腔室里的液体压力比第一腔室低。在用静液挤压制造时,会用到几种不同的液体,包括油、蜡、熔融聚合物和熔融玻璃。
由于设备和程序复杂、工作准备、周期长以及与热、高压液体一起工作的危险,静压挤压在制造业中没有太大的应用。
静压挤压的优点
- 容器与钢坯之间无摩擦。这最大限度地减少了对力的要求,允许更高的压下比,更快的速度,和更低的钢坯温度。
- 在模具表面和变形金属之间形成一层加压润滑膜,可大大减少模具的摩擦。
- 在施加高压时,材料的延展性增加。
- 物料均匀流动。
- 挤压大坯料和大截面。
- 容器内均匀的静水压力消除了钢坯拉直和线圈挤压的要求。
- 容器内壁无钢坯残留。
液压挤压的局限性
在静液挤压中有一些限制,特别是当使用大量的流体与坯料体积相比,这是要挤压。这些限制如下:
- 增加了每一个挤压循环的注入和去除流体的处理。
- 由于潜在的粘滑和压缩流体中储存的巨大能量,降低了对钢坯速度和停止的控制。
- 在坯料与容器体积比方面降低了工艺效率。
- 当挤压在高温下进行时,并发症会增加。