什么是金属冲压-金属冲压机
五金冲压
钣金加工工艺是指进行成形及相关工序的冷加工工艺。在钣金操作中,起始金属的表面积体积比很高。这一比率区分了钣金操作和整体变形。通常被称为压力机工作,因为用于执行这些操作的机器是压的。用钣金工艺生产的零件通常称为冲压件。
用于进行冲压操作的工具是一组工具,称为冲床(小部件)的上半部分和模具(大部件)的下半部分。金属片被放置在两个半模之间。当两半模合在一起时,冲头进入模内,就生产出零件。冲头的形状与模具的形状相对应,但由所需的冲头模具间隙所决定的数量较小。再一次,冲模间隙是由材质的类型和厚度以及要操作的部位决定的
执行。
钣金冲压涉及切割或剪切、弯曲或成形以及拉深或拉深操作。下面给出了所有过程的详细信息。
消隐或穿刺:它包括沿着一个封闭的轮廓切割金属板,一步就能将金属板从周围的材料中分离出来。
形成:这种操作产生一个或多个与坯料的原平面或平面成一定角度的平面。任何小的或大的变化都被归类为形成。
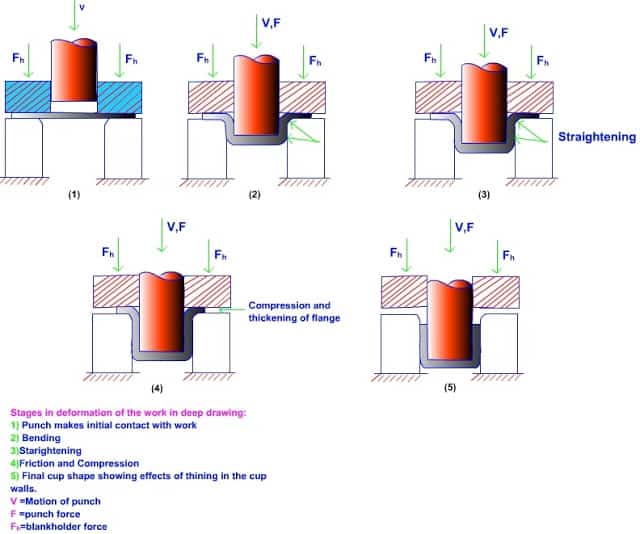
图:通过拉伸金属将扁平金属板成形为中空或凹形,如杯形,称为拉伸。
剃须:它是落料或穿孔后的第二次手术。它在工件上产生光滑的边缘,而不是分离的边缘。这是通过从零件边缘去除少量库存来实现的。
修剪:它类似于下料,但它发生在成形、拉伸或其他操作后,当额外的金属留在零件中以保持或定位或作为库存余量时。去除多余的库存称为修剪。
压花:它用于在板材中创建压痕,例如材料厚度变化很小或没有变化的凸起或凹陷区域。铭牌和加强筋的制作是两种应用
造币:它允许在空白的两边进行不同的设计。空白完全被控制在模具中。压痕使金属板变薄,凸起的部分使金属板变厚。
型锻:这个过程使用开模。零件也被挤进空腔,但与压印不同的是,多余的材料不被容纳,而是允许随意流动。

金属冲压件的特点及应用
如果零件设计正确,那么这将大大有助于可制造性设计(DFM)。通过将不同的功能合并到所选部件中,可以减少其他部件。弹簧和其他柔性部分、卡扣元件、折叠卡舌和可压固定设计可以结合在一起,并且可以消除对其他零件的需要,包括单独的螺钉紧固件或其他紧固件。容易提供凸焊和点焊。这些创新可以减少组件中的零件数量,并使冲压零件本身易于组装。
也许所有冲压金属零件的主要特点是壁厚均匀,很少有例外。壁厚从约0.025 mm到约20 mm不等,尽管在更重的坯料上进行纯弯曲或剪切操作。然而,大多数冲压在大约1.3毫米到9.5毫米的坯料厚度范围内进行。金属冲压件的尺寸从手表上使用的最小零件到卡车或飞机上使用的大面板。最大的压力制动器长达9米
为了使模具成本最小化,在冲压制造过程中设计零件时应遵循以下指导原则:
- 最小化部件中不同特征的数量。
- 避免密集的特征。
- 避免使用窄切口和窄投影。
- 最小化零件中折弯阶段的数量。
- 如果可能,应避免弯曲角度大于90°。
- 避免侧边动作。