1升宠物瓶吹塑模具设计与制造工艺
文摘:
吹塑成型是一种用热塑性塑料制造中空物体的工艺。基本吹塑工艺有两个基本阶段。首先,用热塑料树脂制成管状的牧师(或表演)。第二,利用压缩空气将热工件进行膨胀,并将其压向模腔。一直压到塑料冷却。对于薄壁型材采用吹塑成型工艺。本论文对0.5mm厚的瓶子进行吹塑模具设计。这个厚度不能在压力注射成型中填充。因此在设计宠物瓶时考虑吹塑。首先对零件进行建模,提取型芯和型腔,生成数控程序,完成模具的制作。 Blow mould tool design is done in Pro/Engineer according to HASCO standards. A prototype of the pet bottle using blow mould design is also included.
介绍
瓶
瓶子是一种刚性的容器,它的颈比身体窄,还有一个“嘴”。瓶s are often made of glass, clay, plastic, aluminum or other impervious materials, and typically used to store liquids such as water, milk, soft drinks, ink, chemicals and etc. A device applied in the bottling line to seal the mouth of a bottle is termed an external bottle cap,. The bottle has developed over millennia of use, with some of the earliest examples appearing in China, Phoenicia, Rome and Crete. Bottles are often recycled according to the SPI recycling code for the material. Some regions have a legally mandated deposit which is refunded after returning the bottle to the retailer.
塑料瓶
塑料瓶范围从非常小的样品瓶到大瓶子。在拉伸吹塑制造过程中,塑料是应变导向的。
中空塑料模具及成型类
注塑
当注塑成型时,熔化的塑料将被强制进入特殊的模具腔。当它们冷却后,模具就被移走了。在塑料注射成型中,加热后的塑料被送入模具,模具冷却后形成零件
吹塑
这个过程与注射成型非常相似,但唯一的区别是,在这种情况下,加热的塑料液体垂直地从桶状的锅中倒入熔融的管中。,真空部分就产生了。大多数瓶、管或容器是用这种模塑成型的。热塑料树脂与加压气体相结合,填充并压入模具型腔,形成中空零件。
压缩成型
这个过程也处理塑料模具的过程,但它涉及到固体塑料塞之间的高度热的模具一半之间的压制。这样零件就产生了空气冷却。这一成型过程也可能导致额外的塑料“闪光线”,就像常规的注射成型。
电影插入成型
这种成型技术实际上是在成型零件的外部下嵌入图像。在这一点上,类似于薄膜或织物的材料将开槽到模具中。然后注入塑料。
吹模提取
这种工艺比永久铸造或砂型铸造成本低、速度快。大多数汽车零件,如燃油泵、化油器体、喇叭加热器、雨刷、支架、方向盘、轮毂和曲轴箱都是用这种工艺制造的。
核心:芯是模具的雄部,它形成模具的内部形状。
腔:型腔是模具的凹部,它使模具具有其外部形状。Pro/Engineer中的芯和腔提取
- 文件-新-制造-芯和腔- ok
- 导入参考模型并使用默认选项进行组装
选择分型面选项并创建分型面
从菜单管理器中选择模具卷选项-选择完成-选择分型面选项-选择分割选项然后它将卷分成两半的。

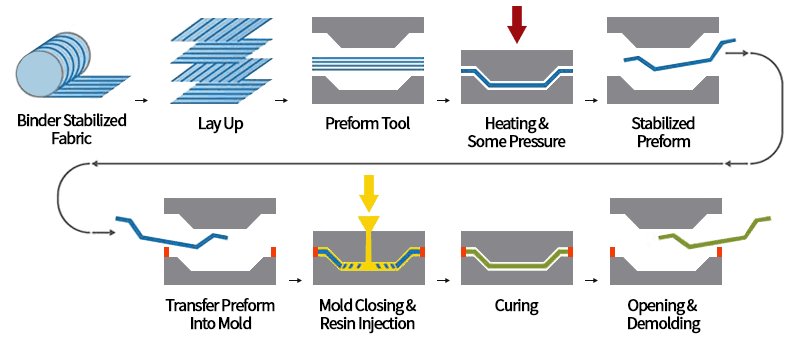
生产过程
通过对空气PET瓶模具的设计,利用所设计的模具参数,我们可以根据产品的尺寸来生产空气PET瓶。空气PET瓶的生产工艺流程如下图所示。
原材料
热模具钢是最常用的模具材料。具有良好的韧性、延展性和硬化能力。适用于各种大型模具,特别是厚度大于200mm的模具。也可用于热锻、温锻和挤压模具,如复杂的模具,也可用于模板、衬垫等。
结论
在我的项目中,我在CATIAV5中建模了一个宠物瓶子。pet瓶的生产工艺为拉伸吹塑。我在专家的指导下设计了宠物瓶的总模具。我也准备了瓶子和自由形式的原型。为了验证瓶子的强度,对两种型号的宠物瓶进行了结构分析。两种模型分析的应力值均小于允许值。我的结论是,这个设计的宠物瓶承受压力时,软饮料灌装瓶。压力值取自可口可乐公司的标准。按标准完成吹塑模具。设计已经可以生产了。
参考及下载:
http://www.iosrjournals.org/iosr-jmce/papers/vol8-issue1/B0811221.pdf